A planta, localizada próximo à cidade de Lucas do Rio Verde, no Mato Grosso, foi a primeira do tipo no Brazil. A produção iniciou em 2017 e a capacidade atual da planta é de 525 milhões de litros por ano, utilizando uma moderna tecnologia de processamento de milho. Além do bioetanol, alguns outros coprodutos como óleo de milho e grãos com alto conteúdo de proteína e fibras são extraídos. A planta também gera eletricidade a partir de biomassa, parte para uso interno e o excedente para venda.
Esta planta é reconhecida como a processadora de etanol de milho mais moderna e eficiente do mundo, sendo equipada com soluções de bombeamento Sulzer do mais alto nível, que são adaptáveis a diferentes tecnologias de bioprocessamento.

Os diferenciais da Sulzer
- Fornecedor reconhecido no mercado de biocombustíveis;
- Mais de 20000 bombas de processo de simples estágio instaladas em plantas de produção de bioetanol ao redor do mundo;
- Cooperação próxima com o cliente durante todo o ciclo de funcionamento do equipamento;
- As bombas Ahlstar e SNS para aplicações exigentes em bio-etanol asseguram o mínimo consumo de energia, operação livre de problemas e reduzida necessidade de manutenção.
O desafio
Cada etapa da produção de etanol envolve bombas em aplicações tecnicamente bastante exigentes. Os líquidos podem ser complexos, com alto conteúdo de sólidos, viscosos, corrosivos, quentes, abrasivos ou explosivos. Os materiais corretos e o sistema de selagem ideal precisam ser cuidadosamente selecionados para assegurar uma operação confiável e duradoura. Além disso, todas as bombas precisam ser altamente eficientes, tanto em termos de energia como em consumo de água, de modo que a planta como um todo opere com todo o seu potencial.
A solução
Em um trabalho conjunto com o cliente, foram escolhidas as bombas Ahlstar e SNS para todas as aplicações, desde a transferência de pasta de milho no início do processo, até o carregamento final de etanol. No total, mais de 80 bombas de simples estágio foram instaladas. As bombas em material duplex estão trabalhando com líquidos contendo sólidos e outras partículas, enquanto as bombas SNS trabalham com líquidos limpos. A maioria das bombas está equipada com selos mecânicos duplos.
Benefício ao cliente
A Sulzer possui sólida experiência em soluções de bombeamento para plantas de etanol de milho ao redor do mundo. Somente nos Estados Unidos, mais de 200 plantas estão em operação atualmente e cerca de 70% delas operam com equipamentos da Sulzer. Nossas referências de sucesso fortaleceram a confiança do cliente desde o início do projeto.
Após um cuidadoso comissionamento e startup, todas as bombas têm operado perfeitamente. Para as aplicações mais difíceis, as bombas Ahlstar com placas de desgaste ajustáveis oferecem continuamente altos níveis de performance. Para líquidos limpos, as bombas SNS tem simplesmente a melhor eficiência no mercado, excedendo o paradigma sobre índice de eficiência na comparação MEI 0.7.

Tanto a bomba Ahlstar como a SNS possuem propulsores abertos com orifícios de balanceamento que otimizam o funcionamento do selo mecânico. Para bombas com selo mecânico duplo, foi decidido, depois de alguns meses de operação, migrar do plano API 54 (água pressurizada de fonte externa) para o plano API 53 (reservatório externo pressurizado). Esta mudança ajudou a reduzir ainda mais o consumo de água e os custos operacionais. A versatilidade das bombas e o serviço dedicado dos técnicos da Sulzer fizeram a alteração ocorrer de forma rápida e fácil.

Durante 2018, uma expansão da planta foi construída, duplicando a capacidade de produção em Lucas do Rio Verde. Com o sucesso da primeira planta, a expansão também contou com equipamentos da Sulzer, que já foi escolhida inclusive para outras fábricas do mesmo cliente.
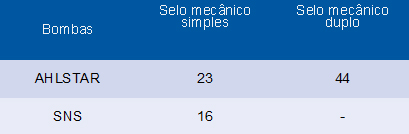
Informações gerais das bombas
A planta de etanol de milho opera com um total de 148 bombas de processo de simples estágio, construídas em duplex e em AISI316.
As bombas Ahlstar e SNS tem um amplo portfólio de tamanhos de hidráulicas para cobrir as vazões (2 a 1230 m3/h) e alturas (4 a 105 m) solicitadas. Isso permite que os equipamentos trabalhem sempre próximos ao ponto de melhor rendimento hidráulico, o que significa uma economia direta e maximizada de custos de energia.
Roberto Camarotto Nogueira
A empresa Sulzer é patrocinadora do Webmeeting Fermentec 2021/22 Reunião Início de Safra